- Холодная ацетоновая баня, простой пример (много фото)
- Подпишитесь на автора
- Подпишитесь на автора
- Профессиональная ацетоновая баня – первая в Москве!
- Подпишитесь на автора
- Подпишитесь на автора
- Ацетоновая баня для высоких моделей
- Подпишитесь на автора
- Подпишитесь на автора
- Еще больше интересных постов
- Конференция Polymer3D: Индустриальные решения 3D-печати пластиком
- Подпишитесь на автора
- Заканчивается приём работ на конкурс от компании Filamentarno!
- Подпишитесь на автора
- Обработка парами ацетона.
- Подпишитесь на автора
- Комментарии
Холодная ацетоновая баня, простой пример (много фото)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

Всем известно свойство ацетона растворять акрилонитрилбутадиенстирол, иначе говоря, ABS. Многие из печатающих людей пользуются ацетоном каждый день — используют ABS джус как адгезив или клей,сглаживают напечатанные изделия. В связи с этим пришла идея написать статью про такую всем известную вещь, как ацетоновая баня, так как подобный процесс имеет массу нюансов. При этом я прекрасно понимаю, что нет человека, который знал бы их все.
В этой статье я расскажу, как делаю ацетоновую баню я, возможно, кому-то мой опыт будет полезен. А может быть, в комментариях прозвучат ценные советы и замечания от пользователей 3D Today.
У нас в офисе есть два варианта ацетоновых бань — одна помягче, другая позлее. Речь пойдет о той, что помягче, так как “злая” куплена с кикстартера, и все нюансы пользования ей банально упираются в компоновку данного прибора.
“Мягкая” — самодельная холодная ацетоновая баня, сделанная из большого контейнера — 40 см в длину, 30 см в ширину и 20 см в высоту. Материал контейнера — ПЭТ, инертен к ацетону.
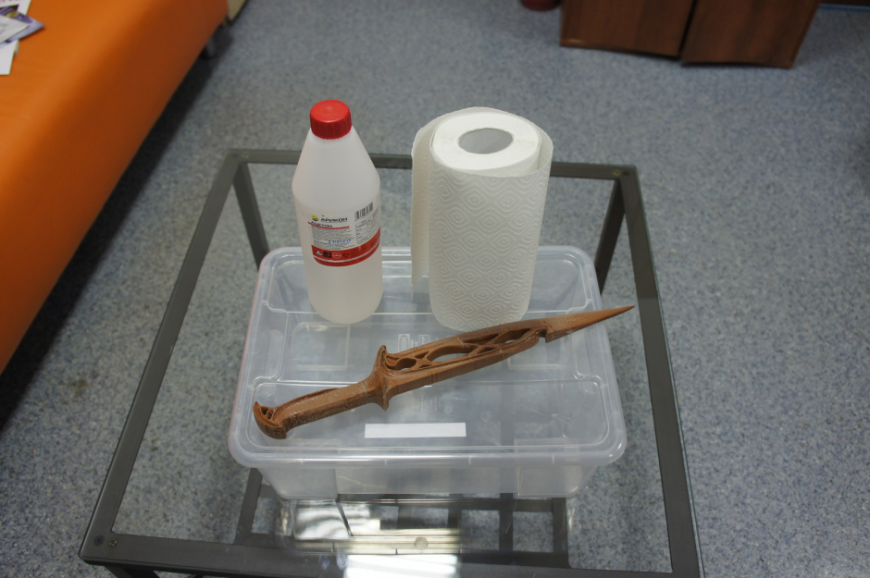
В качестве подопытного был выбран недавно отпечатанный эльфийский кинжал из “Хоббита” (который носила Тауриэль, та самая, “которой не было в книге” 🙂
Для сглаживания этого великолепного клинка нам понадобится конечно же ацетон, бумажные полотенца, любые металлические подставки и крышка от коробки.



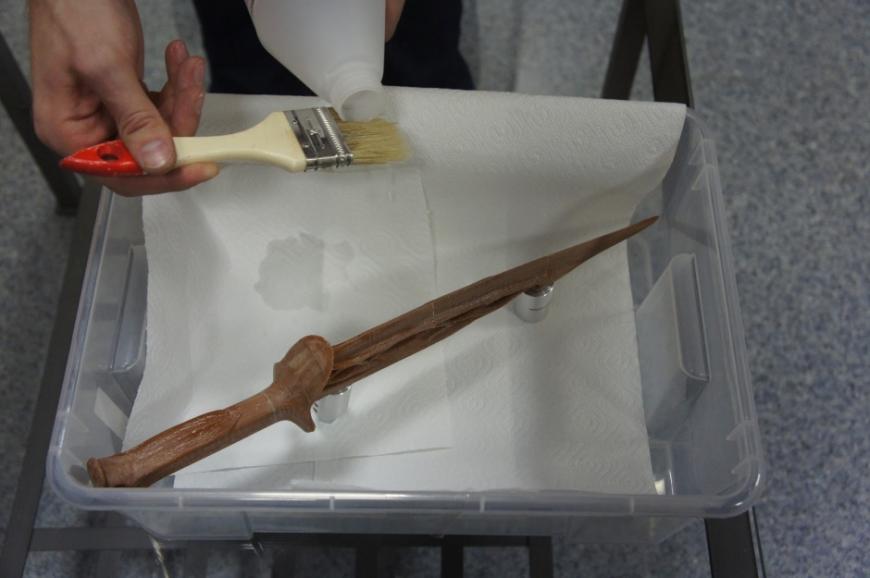


Аккуратно, за край, достаем клинок и вешаем его сушиться (сушка займет где-то сутки).
Тут есть важный нюанс: нужно повесить деталь так, чтобы она не изогнулась.
Ацетон проникает в саму структуру изделия, делая его мягким. Будьте аккуратны и, самое главное, не передержите объект в парах. Лучше поместить изделие из ABS пластика в баню несколько раз, чем один раз передержать.




Также обратите внимание, что после первой обработки изделие может показаться вам неготовым — дайте ему время, оставшийся в пластике ацетон еще может довести модель до нужного вам состояния при испарении.
После второй ацетоновой бани кинжал был готов к шпатлевке. Надо понимать, что баня часто является началом обработки, а не ее завершением.
Пожалуй, на этом все с холодной ацетоновой баней, дальше мне помогали другие инструменты.


Мелочи я выравнивал с помощью латексной шпатлевки, которая закреплялась на кинжале с помощью раствора ABS в ацетоне.
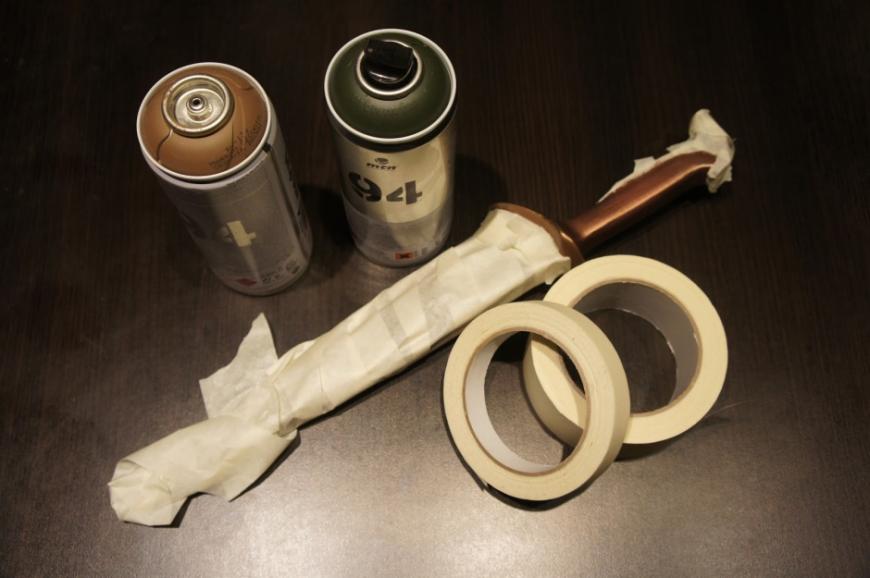
Далее — покраска, но это тема для отдельного поста и, на мой взгляд, даже для другого ресурса. Если коротко, в данном случае использовались краски MTN 94 и Molotow, из техник — простое напыление и работа с малярным скотчем, а так же техника сухой кисти.



Как итог моего мини-туториала, скажу, что холодную ацетоновую баню надо использовать очень аккуратно, а иногда лучше и вовсе заменить ее шкурением и работой кисточкой с раствором ABS, ацетоном или дихлорметаном. Лучше использовать большие емкости с удобными крышками и прогонять деталь по нескольку раз.
Спасибо, за внимание. С наступающим новым годом и удачной печати!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Профессиональная ацетоновая баня – первая в Москве!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В погоне за идеальной поверхностью изделий из ABS-пластика к каким только методам обработки не прибегают, включая «ацетоновую баню». Как вы знаете, эти бани – абсолютный hand-made со всеми вытекающими последствиями. Качества можно было добиться с вероятностью: повезет-не повезет.
Однако, стиснув зубы, кулибины и фанаты FDM продолжают дышать парами ацетона, но настойчиво экспериментировать в домашне-офисных условиях, пытаясь добиться идеальной обработки изделий из пластика.
Никаких больше кастрюлек и бутылочек! Не надо нагревать ацетон в открытых емкостях, опускать туда на веревке изделие и ждать – поведет- не поведет, размякнет – не размякнет, а сколько, вообще говоря, держать?
Господа, мы привезли в Москву первую профессиональную ацетоновую баню. Весь процесс АВТОМАТИЗИРОВАН!
Перед вами новый герой нашего ультрасовременного производственного 3D-центра:
Ацетоновая баня « Magic Box» 8)

- Размеры камеры: 31*31*20 см
- Обработка пластика ABS, ABS+
- Работа при температуре +30C
- LCD-панель
- Три режима орошения: малый, средний и большой
- Фильтр, очищающий воздух от паров ацетона
- Три временных режима: время обработки 20 сек, 30 сек и 50 секунд.
- Автоматическая остановка орошения
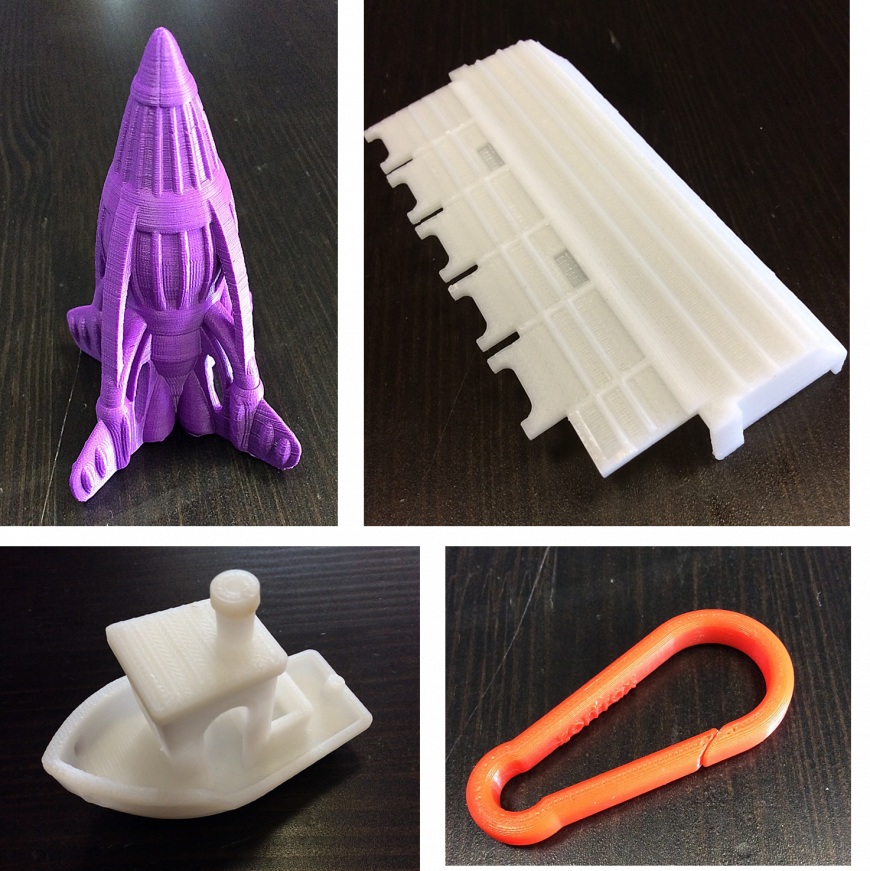
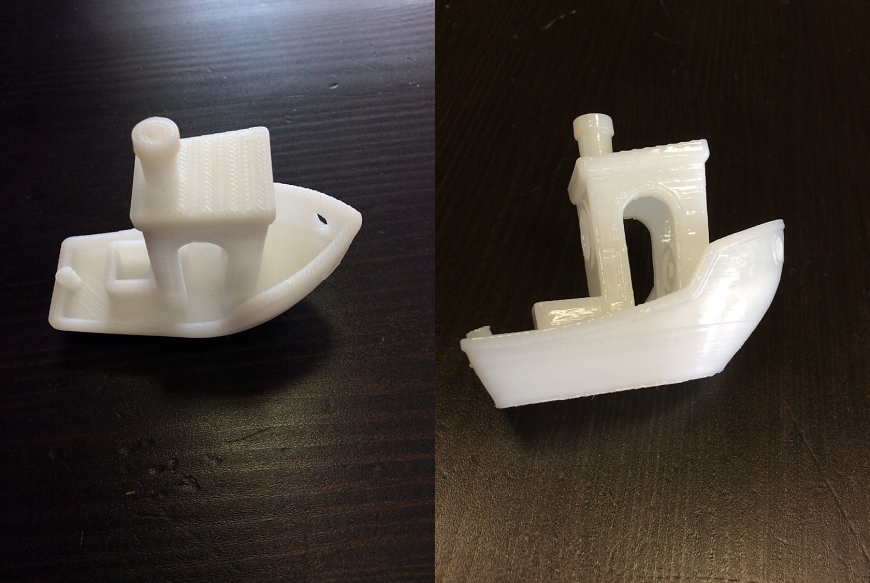
Берем несколько моделек из ABS-пластика со сложной геометрией. Вот они. В моделях вы видите и выступы, и поддержки и слои.




Мы открываем новую услугу — обработка ваших готовых изделий в профессиональной ацетоновой бане.
При приобретении любого домашнего 3D-принтера, мы дарим вам обработку ваших изделий в ацетоновой бане в течении двух недель с момента покупки.
Первые десять заказов 3D-печати по технологии FDM, получат обработку бесплатно!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Ацетоновая баня для высоких моделей
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
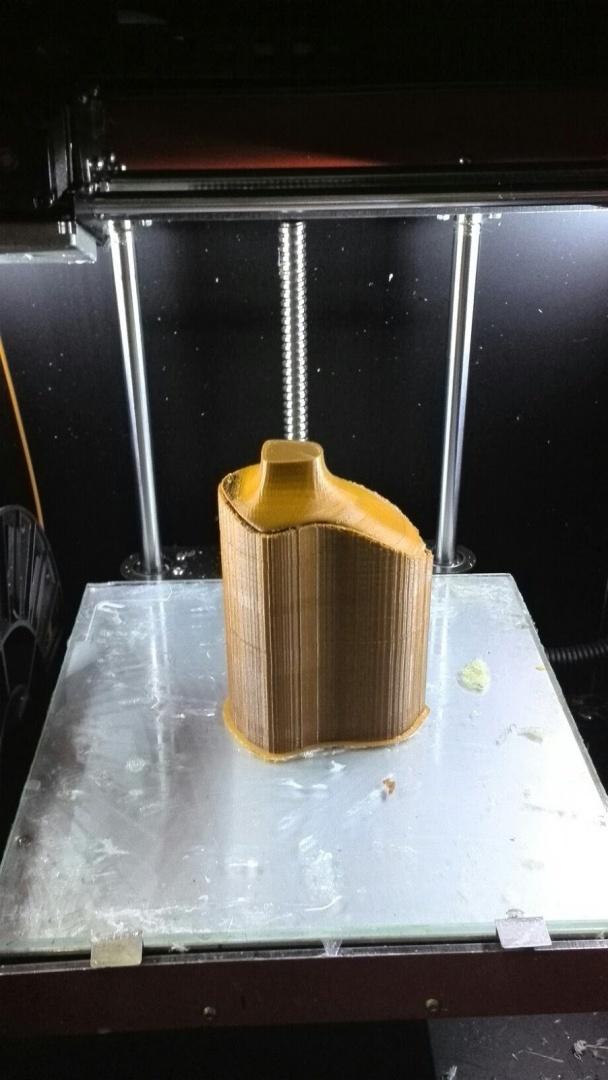
Самый большой мой заказчик — квестоделы. Их идеи редко осуществимы путём покупки необходимого в магазинах города или даже у китайских друзей. Вот и идут ко мне. Печатаю для них в основном из ABS. Важна постобработка, цена и внешний вид результата. Как правило, необходимо, чтобы напечатанная модель выглядела литой.
Для ABS одним из лучших вариантов является «ацетоновая баня». Проблема была в том, что для высоких деталей приходилось городить конструкцию из ведра и фена. Пары ацетона не распространялись по всему объёму, в результате — практически полное отсутсвие эффекта в верхней части и пузыри внизу. А визуально заметить мешает полная непрозрачность ведра.
Дальше я опишу мой способ решения вопроса.
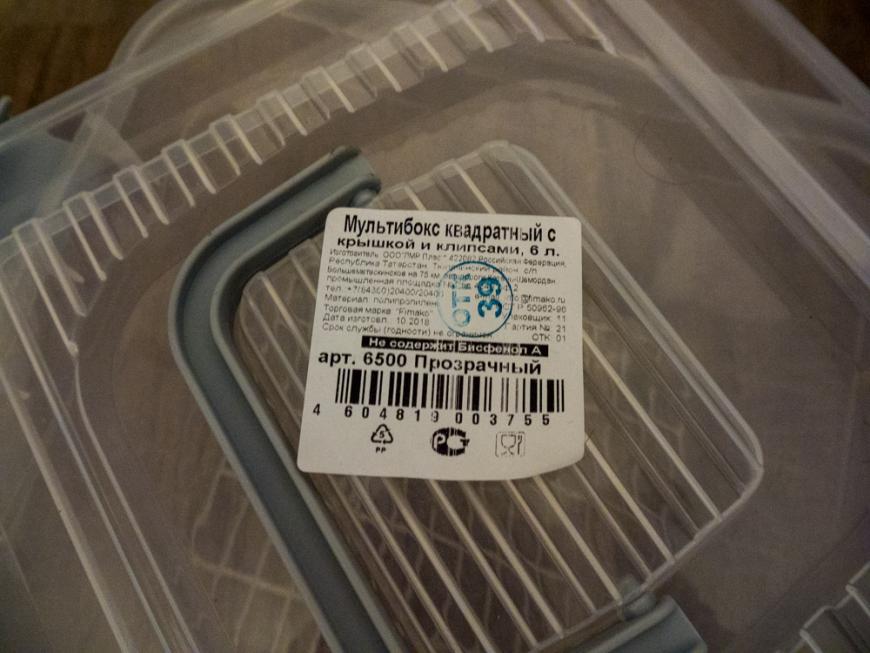
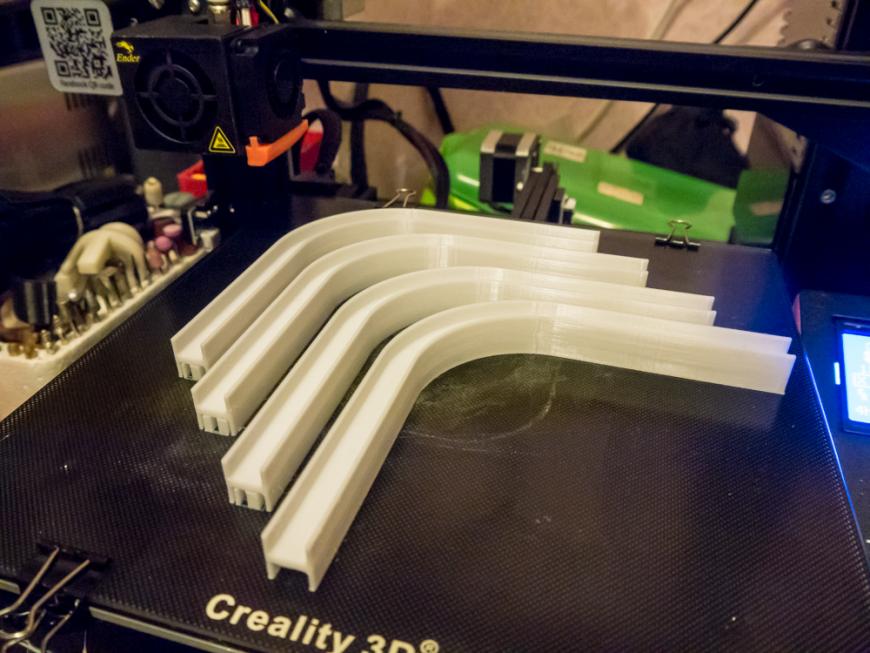
Прозрачные шестилитровые контейнеры из FixPrice. Решено было использовать два таких, для большей универсальности. Детали поменьше обрабатывать в одном объёме, побольше — в двух соеденённых.

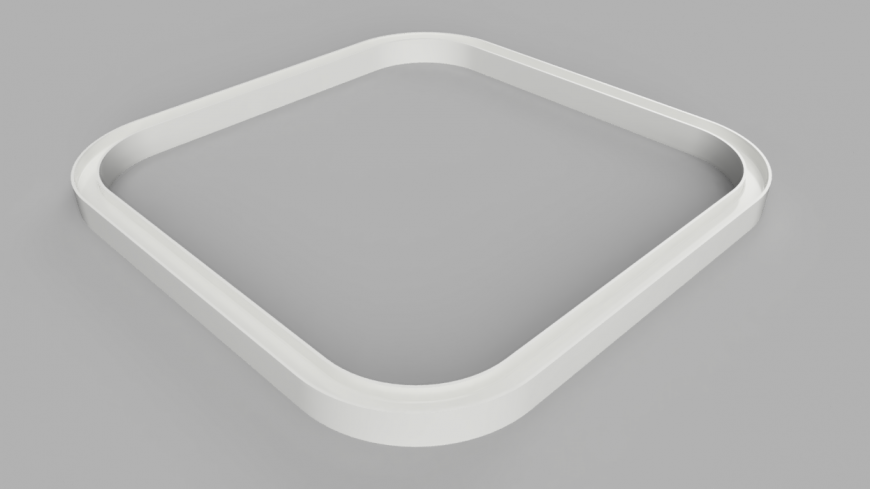
Для соединения в случае использования двух объёмов был разработан H-образный соеденительный элемент. Печатался из PETg, чтобы итоговая деталь не страдала от паров ацетона. В моём случае, кроме того, что печатать пришлось по частям, но так же, из-за неверных измерений, понадобились соединители. В итоговом файле все размеры точные.


Распределение паров ацетона по объёму
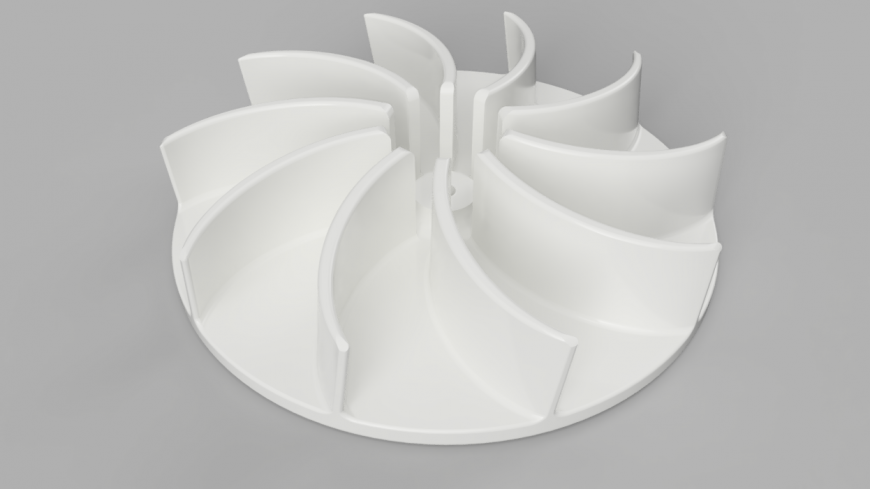
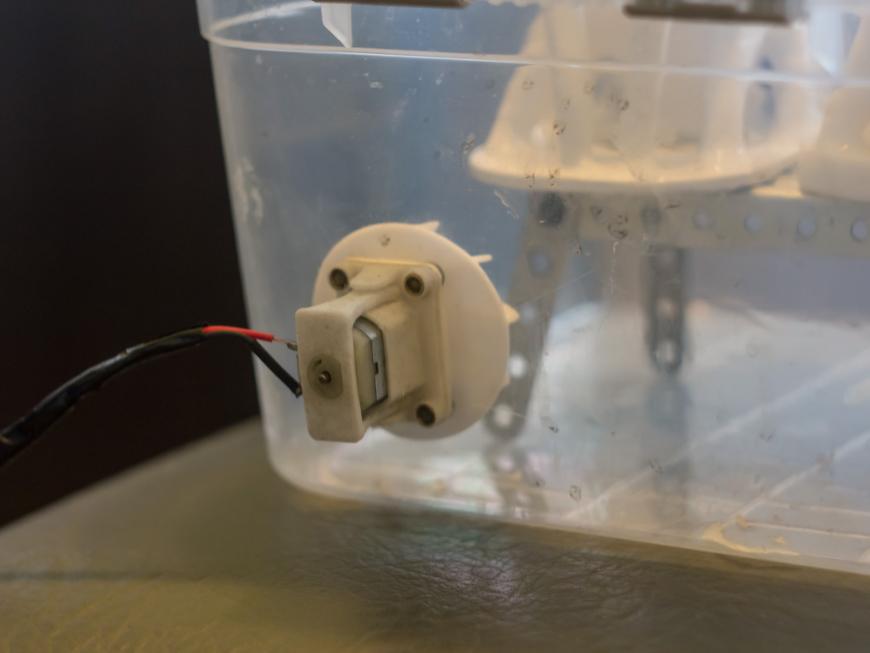
Для решения проблемы равномерного распределения паров ацетона по объёму решил использовать обычный дешёвый шестивольтовый моторчик подключенный через обычную мобильную зарядку (за долгие годы этих зарядок накопилось очень много). Помещать моторчик внутрь наполненного парами ацетона пространства показалось не очень удачной идеей, поэтому сделал и напечатал модель крепления и крыльчатку. Естественно, опять-таки из PETg. Стоит упомянуть, что за время эксплуатации (пара месяцев) крыльчатку немного повело, но пока это на работу и эффективность никак не влияет. Если что-то изменится, напечатаю новую. Видимо, не так уж PETg и равнодушен к ацетону.


Напечатанные детали, после предварительной механической обработки помещаются в баню на металическую подставку, сделанную из деталей старого советского конструктора. Заливается необходимое количество ацетона, закрывается верхняя часть (если деталь небольшая, то крышка, если объёмная — второй контейнер) Фиксируется либо родными зажимами для крышки (крышку, кстати, нужно лишить ручки и заклеить оставшиеся отверстия термоклеем для герметичности), либо напечатанными скобами за два бортика. Включается стол свободного принтера (чаще всего, в моём случае, эта старенький Rostock Max V1) на 80°C. Баня устанавливается на этот стол и включается моторчик. В зависимости от размеров детали и необходимого эффекта (от небольшого выравнивания до полной глянцевости) всё это работает от 15 минут до часа с небольшим).
Конструкция абсолютно герметична, но для начального и конечного этапа я использую недорогую маску РПГ-67 и балкон. В остальном же, никакого запаха ацетона в квартире нет.
Открыв после процедуры контейнер не стоит сразу пытаться вытащить деталь. Лучше дать постоять на балконе в течении хотя бы получаса. После этого, можно сушить. Просто ставлю под радиатор отопления на 16-20 часов.




Результат, конечно же сильно зависит от того, чего хотелось бы достичь (КО). Главное, это абсолютная равномерность воздействие по всей поверхности обрабатываемой детали. К тому же, весь процесс можно контролировать визуально.

100₽ ₽
Блок питания — 0 ₽ (в моём случае)
Хочу добавить возможность доливать ацетон. Очень сложно угадать, сколько его понадобится, особенно для объёмных моделей. Думаю, капельница с клапаном в нижней части с возможностью доливать шприцем.
Разъём для быстрого подключения блока питания моторчика. Очень уж неудобного с балкона и на балкон с этим проводом бегать.
Спасибо, что почитали. Буду рад отзывам (даже отрицательным). Цель этого поста (кроме очевидного самолюбования ))) получить какие-то интересные идеи в комментариях. Может советы, или замечания специалистов. Может у меня бомба замедленного действия получилась, а я не в курсе.
Если кому-то понадобятся stl-ки использованных в проекте моделей, дополню пост.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Еще больше интересных постов
Конференция Polymer3D: Индустриальные решения 3D-печати пластиком
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Приглашаем Вас принять участие в веб-конференции «Индустриальные 3D-решения печати пластиком». Мы давно планировали встретиться.
Заканчивается приём работ на конкурс от компании Filamentarno!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Напоминаем всем потенциальным участникам! До окончания приёма работ осталось 4 дня!
Условия и приз конкурса: https://3dtoday.ru/blogs.
Обработка парами ацетона.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Обработка парами ацетона.
Решил написать пост, тем самым отвечая на часто задаваемые вопросы клиентов, которые приобретали у меня.
Комментарии
Все файлы для печати из поста — тут.
А может выложите соеденительный элемент как у вас по частям или хотя бы из двух половинок — целиком на стол принтера не вмещается 🙂
Добавил четвертинку. Соединяйте клеем (цианокрилат неплохо берёт) Соединитель у меня был только потому, что в начальной модели была ошибка в размерах. Вам соединитель не понадобится.
Спасибо — давно хочу сделать, никак руки не доходят
Пожалуйста. За вечерок всё собирается легко. Сейчас уже не понимаю, почему так долго тянул.
Фреон никто не пробовал в качестве растворителя пластика?
Классификация фреонов происходит по химическому составу, он же определяет эксплуатационные свойства.
- Хлорсодержащие (в их числе распространенный фреон r12).
- Бромсодержащие.
- Фторуглеводородные (например, заменитель r12 – r134a).
- Фторуглеродные.
- Хлорфторуглеродные.
Главное эксплуатационное свойство фреонов – степень воздействия на озоновый слой. Наиболее вредными для атмосферы считаются первые две группы веществ. Хлорфторуглероды оказывают меньшее разрушительное воздействие на озон, остальные (с содержанием метана, этана) озонобезопасны.
Фреон r 12 – бесцветный газ, обладающий следующими свойствами:
- Невзрывоопасен.
- При температуре свыше 330º разлагается на несколько компонентов, в числе которых токсичный газ фосген.
- Нейтрален к металлам.
- Сильный растворитель органики (при изготовлении синтетических прокладок используются специальные виды резины – паронит и т.д.).
- Растворим в маслах, слаборастворим в воде.
- Не является проводником тока.
- Высокая текучесть.
Т.к. r12 относится к числу хлорсодержащих фреонов, его использование постепенно сокращается по соображениям экологической безопасности. Современные модели холодильного оборудования адаптированы под новые модификации хладагентов. Но поскольку большая часть оборудования, работающего на этом фреоне, пока находится в процессе эксплуатации, спрос на него существует.
Заменители r12 в России в ходу вроде. Ясно — r12 отпадает из соображений сохранения экологии, но вроде заменители есть.
https://stroitaimservice.ru/poleznoe/329-svojstva-i-primenenie-freona-r12
Сам не знал, но как только сегодня начал работать с дихлорметаном быстро смекнул о хладогенах — дихлорметан не плохой хладоген, ну на ощущение рук точно.