- Ацетоновая баня. С подогревом и циркуляцией
- Подпишитесь на автора
- Подпишитесь на автора
- Еще больше интересных постов
- Обзор стоматологических 3D-сканеров компании 3Shape
- Подпишитесь на автора
- Приглашаем на вебинар по биопечати с системами Rokit Invivo
- Подпишитесь на автора
- 3D печать для самых новеньких. От А до Я. Кинематика.
- Подпишитесь на автора
- Комментарии
- Лечение моделей ацетоновой баней и АБС- соком.
- Подпишитесь на автора
- Подпишитесь на автора
Ацетоновая баня. С подогревом и циркуляцией
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.

Всем доброго времени суток.
Все началось с просьбы хорошего человека сделать для него ацетоновую баню. Начал с подбора подходящей емкости из полипропилена. Обойдя довольно много хозяйственных магазинов, была найдена вот такая емкость из полипропилена:

С первого нашего проекта с Никитой (3366nikita / Проект Самодельный 3D-принтер из фанеры и запчастей от старых принтеров, DVD-приводов.) остался не полностью функциональный комплект Arduino Mega2560+Ramps 1.4. Я решил его использовать в качестве устройства для нагрева ацетона и контроля температуры (эти функции работают в ардуино, не работают шаговые двигатели)


Емкость для ацетона.
В качестве емкости для ацетона были куплены обычные консервы с килькой в томате:


Проверка высокотемпературного герметика
Был куплен высокотемпературный герметик и проверен, не растворяется ли он в ацетоне и сольвенте (я конечно был уверен, что не растворяется, но проверить было нужно)

Установка банки в пластиковую емкость
Нагретой отверткой было вырезано отверстие на дне емкости, с учетом алюминиевой шайбы. Это нужно для того, чтобы стенки емкости максимально не контактировали с нагревательным блоком.



Изготовление решетки гриля
Для безопасной установки модели в ацетоновую баню, была изготовлена решетка из медной проволоки, спаянной между собой обычным припоем.


Конструкция системы обдува
Самой большой проблемой было для меня проектирование безопасной и эффективной системы циркуляции воздуха в емкости. Все что я видел до этого в интернете меня не устраивало полностью. Это было трудно реализуемо или просто не безопасно. После долгих раздумий было решено изготовить обдув на примере системы охлаждения ноутбуков. На фото компактная система охлаждения от нетбука, как раз то что нужно.




Получилась очень компактная система циркуляции воздуха в камере.
Двигатели для вентиляторов
Двигатели были использованы от шпинделей DVD-приводов, ввиду их компактности и больших оборотов. Сам двигатель будет находиться вне емкости ацетоновой бани.

Размеры полезного пространства в камере: 155*165 мм, а в высоту 95 мм.
Ну и наконец, само устройство в сборе:




Жду сейчас распечатки моделей корпусных элементов (печатает сам заказчик).
Примерно через неделю будет продолжение статьи, со всеми техническими подробностями и тестами с ацетоном, а также сольвентом (у нас есть пластик Protyper-Soft от Filamentarno). Самое интересное для меня, будет ли работать баня при использовании сольвента)).
Всем спасибо за внимание!
PS. Все 3D-модели устройства выложу в свободный доступ.
Если есть вопросы, задавайте в комментариях)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Еще больше интересных постов
Обзор стоматологических 3D-сканеров компании 3Shape
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Приглашаем на вебинар по биопечати с системами Rokit Invivo
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
29 октября в 11:00 приглашаем вас на бесплатный вебинар об интеграции биопринтера в повседневные рабочие задачи медицинс.
3D печать для самых новеньких. От А до Я. Кинематика.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В данной статье мы разберемся, что такое 3D печать и какая бывает кинематика 3D принтеров.
1. 3D печать. Какая она на вкус?Технологий.
Комментарии
У этого герметика адгезия так себе. Вернее ее нет. Сначала оно как-то прилипает, но очень легко отваливается. Любой строительный силикон с высокой адгезией ув помощ.
К полипропилену у чего угодно адгезия так себе. Вернее ее нет.
Ага. Но как дружит строительный герметик и полипропилен я не проверял. К полиэтилену не прилепился. Это я проверял когда-то )))
По идее, банка просто внизу лежит, она не подвержена механическим воздействиям. Герметик здесь нужен просто для герметизации.
Есть в природе такая невероятно злая штука как вибрация. А еще есть смачивание. Так что есть вероятность что придется немного винтов использовать для крепления жестянки.
Посмотрим, тестирование покажет, возможно придётся переделать.
Так то площадь контакта большая, и можно с двух сторон добавить герметика, чтобы наверняка))
Думаю заказчик сам если что исправит косяки)) так то он довольно известный производитель 3д-принтеров. Он нам очень помог, вот мы его тоже отблагодарили.
Каким образом герметизировали область возле вала моторчиков вентиляторов?
Обычно крышка такой емкости что Вы приобрели прилегают неплотно, ее дополнительно герметизировали?
Везде прокладки будут использоваться и герметик, именно из-за герметизации и использовал такие двигатели. Все подробности расскажу в второй статье
Сложно больно задумано. Два вентилятора перебор — на такой объём и одного хватит. Мегу для работы термостата — пушкой по воробьям)))
Ну не выкидывать же, она все равно не работает, хотя бы так пригодится.
это понятно, просто закончите проект, выложите модели и ктото захочет повторить — придется покупать. у меня тоже лежит без дела такой кит)))
Обязательно выложу) Потому и статью выкладываю.
PS. Основу под емкость специально отдельно сделал, на случай если другая будет емкость. Что бы проще переделать тем кто повторять будет
Очень крутой проект, мне нравится!
Есть одно замечание/предложение.
Когда я делал свою баню, и вентилятор тоже стоял сбоку, и подогревал ацетон, на крышке бани скапливался в капли конденсат ацетона и капал на модель, что приводило к ее гибели. В последствии разместил вентилятор сверху. В качестве крыльчатки использовал крыльчатку от компьютерного вентилятора. Когда капли скапливались и капали, они попадали на крыльчатку — она их разбрызгивала по боковым стенкам, и модель не страдала.
Идея хорошая, и реализация тоже, смущает один момент, детали напечатанные на принтере внутри камеры. Вентилятор. С какого он материала будет ?
Из обычного PETG напечатаны, он устойчив к большинству растворителей
А как слить оставшийся ацетон из емкости после использования?
А его много и не надо и он быстро испаряется, тем более нагревается. Смысл его туда много лить.
Сколько времени уже применяю в постобработке ацетон и пришел к выводу все эти бани-мани тупо извращение мой способ таков что просто в емкость (например подходящего объем банку) наливается чуть-чуть ацетона на дно (все происходит при комнатной температуре) а затем напечатанная деталь подвешивается в сей банке любым удобным способом и закрывается крышкой. Весь процесс может проходить до нескольких часов но результат приятно обрадует. И никакого растрескивания в последующее время. Вот принудительная циркуляция внутри бани это хорошо а за температурой обработки и гнаться не стоит — при 20С все превосходно получается.
Лечение моделей ацетоновой баней и АБС- соком.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Первые напечатанные мной модели были из PLA. Теперь решил всерьез заняться изучением печати AБС. У этого пластика много недостатков, но много и достоинств. Недостатки всем хорошо известны и описаны много раз на этом портале. К достоинствам можно отнести достаточную термостойкость в отличии от PLA, детали из которого могут покоробиться от летней жары. Еще одним достоинством АБС является небольшая цена. Третье достоинство — растворимость в ацетоне. Ацетон, несмотря на резкий неприятный запах, не является настолько же вредным веществом, как хлорметан и, тем более, хлорэтан, которые растворяют PLA. Главное, при занятиях с ацетоном, да и при печати АБС, организовать хорошую вытяжку.
Расскажу про свой опыт применения ацетона для доводки 3D печатных изделий из АБС. Давно хотел распечатать модель «Arsch mit Ohren». Не являюсь поклонником рубленых тел, но, эта модель мне очень нравится, здесь «обрезка» вполне уместна и помогает выразить замысел автора :).
Печатать решил АБС. Деталь печаталась нормально, никаких трещин не возникало. Поскольку, 3D принтер стоит у меня на работе, ждать, когда он допечатает, не стал, ушел домой. На следующее утро обнаружил деталь с трещинами.

Возможно, горячая деталь слишком быстро остывала. Отопление еще не было включено, а ночью уже было холодно.
Решил «подлечить» деталь ацетоновой баней.

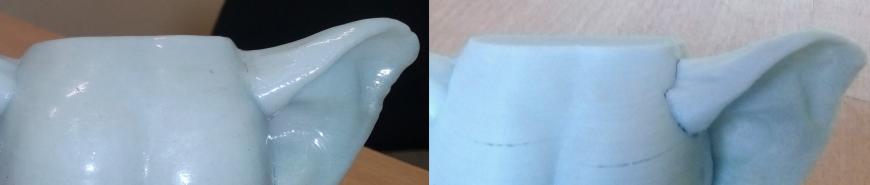
Мелкие трещины исчезли, но крупные остались.
Забегая вперед, скажу, что это была моя ошибка: вначале нужно было по максимуму исправить поверхность, а потом помещать в ацетоновую баню. В моем случае, несколько циклов ацетоновой бани с последующим «лечением» привели к образованию подтеков на ушах «Arsch mit Ohren».
Прежде чем описать технологию «лечения», расскажу об ацетоновой бане.
На портале есть несколько статей, как собрать установку для ацетоновой бани своими руками, например:
3D-модель «Элементы ацетоновой бани»Я не стал собирать такую установку, решив сначала попробовать сам процесс. Моя «установка» очень проста:
На дно пластмассового ведерка с крышкой наливается немного ацетона. Деталь ставится на подставку, так, чтобы уровень залитого ацетона был ниже подставки, чтобы деталь не касалась ацетона.

Ведерко закрывается крышкой. В крышке проделал отверстие (на всякий случай, может и не надо). Все это ставится на подогреваемый стол принтера и выдерживается в течении часа или больше (или меньше) при температуре около 60 градусов. При большей температуре на модели образуются пузыри, при меньшей, нужно больше времени.
Многие для этого используют 3D ручку. Я тоже так делал. Мне не понравилось. Нужен навык. Мой вариант — «АБС-сок».
Делается очень легко: отходы 3D печати АБС заливаются ацетоном и оставляются без доступа воздуха (чтобы ацетон не улетучился). Когда АБС полностью растворится, и раствор станет однородным, можно будет его использовать. «Сок» удобно наносить кисточкой. Лишний материал убираем или сглаживаем с помощью кисти с ацетоном (без сока).


Основа для посоха — кусок филамента. Его я намазал со всех сторон «соком» в несколько приемов. Почему в несколько? Дело в том, что АБС хорошо сохнет в малых объемах. Когда «сок» наложен густым слоем, испарение ацетона становится проблематичным. Поэтому, лучше наносить сок тонким слоем, который быстро затвердевает. Потом следующий слой и т.д.
Вот «Arsch mit Ohren» после того, как я замазал все трещины «соком» и провел окончательный сеанс «ацетоновой бани»:



Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.