Холодная ацетоновая баня, простой пример (много фото)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

Всем известно свойство ацетона растворять акрилонитрилбутадиенстирол, иначе говоря, ABS. Многие из печатающих людей пользуются ацетоном каждый день — используют ABS джус как адгезив или клей,сглаживают напечатанные изделия. В связи с этим пришла идея написать статью про такую всем известную вещь, как ацетоновая баня, так как подобный процесс имеет массу нюансов. При этом я прекрасно понимаю, что нет человека, который знал бы их все.
В этой статье я расскажу, как делаю ацетоновую баню я, возможно, кому-то мой опыт будет полезен. А может быть, в комментариях прозвучат ценные советы и замечания от пользователей 3D Today.
У нас в офисе есть два варианта ацетоновых бань — одна помягче, другая позлее. Речь пойдет о той, что помягче, так как “злая” куплена с кикстартера, и все нюансы пользования ей банально упираются в компоновку данного прибора.
“Мягкая” — самодельная холодная ацетоновая баня, сделанная из большого контейнера — 40 см в длину, 30 см в ширину и 20 см в высоту. Материал контейнера — ПЭТ, инертен к ацетону.
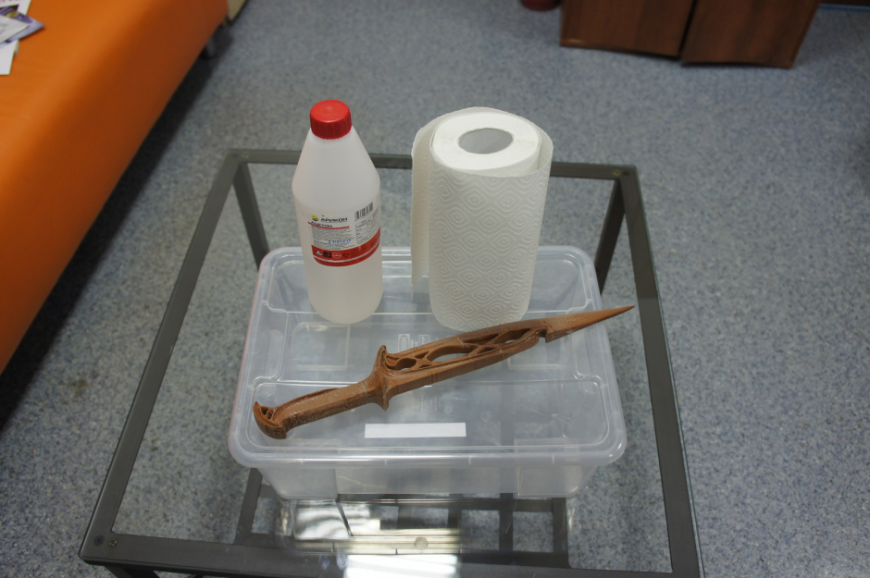
В качестве подопытного был выбран недавно отпечатанный эльфийский кинжал из “Хоббита” (который носила Тауриэль, та самая, “которой не было в книге” 🙂
Для сглаживания этого великолепного клинка нам понадобится конечно же ацетон, бумажные полотенца, любые металлические подставки и крышка от коробки.



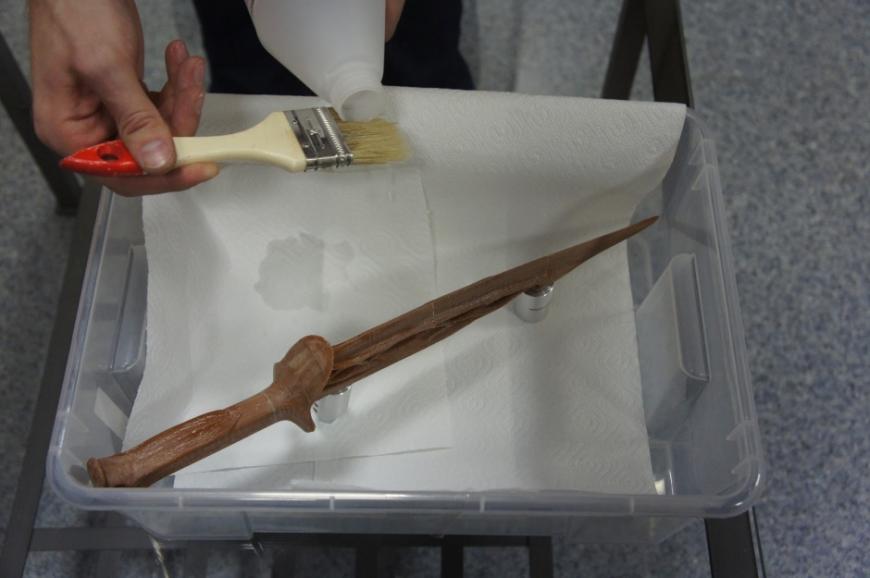


Аккуратно, за край, достаем клинок и вешаем его сушиться (сушка займет где-то сутки).
Тут есть важный нюанс: нужно повесить деталь так, чтобы она не изогнулась.
Ацетон проникает в саму структуру изделия, делая его мягким. Будьте аккуратны и, самое главное, не передержите объект в парах. Лучше поместить изделие из ABS пластика в баню несколько раз, чем один раз передержать.




Также обратите внимание, что после первой обработки изделие может показаться вам неготовым — дайте ему время, оставшийся в пластике ацетон еще может довести модель до нужного вам состояния при испарении.
После второй ацетоновой бани кинжал был готов к шпатлевке. Надо понимать, что баня часто является началом обработки, а не ее завершением.
Пожалуй, на этом все с холодной ацетоновой баней, дальше мне помогали другие инструменты.


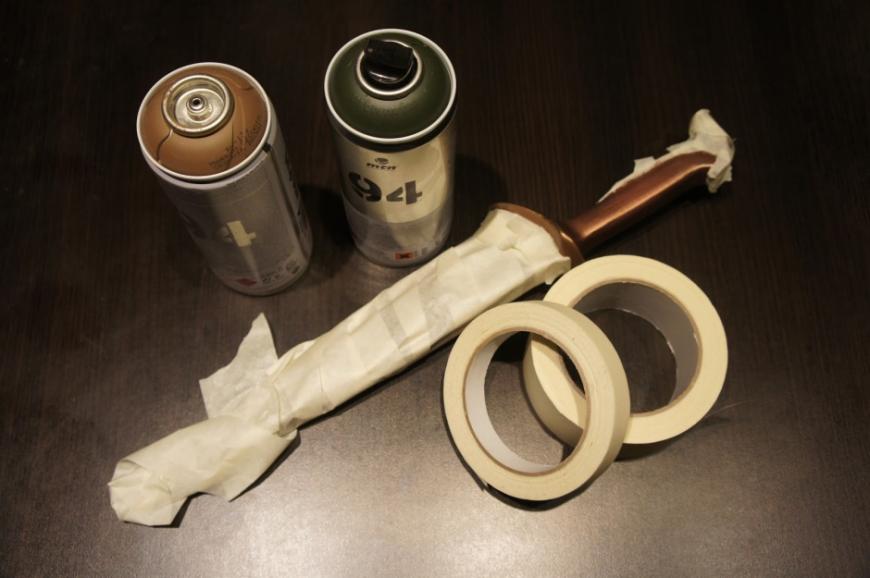
Мелочи я выравнивал с помощью латексной шпатлевки, которая закреплялась на кинжале с помощью раствора ABS в ацетоне.
Далее — покраска, но это тема для отдельного поста и, на мой взгляд, даже для другого ресурса. Если коротко, в данном случае использовались краски MTN 94 и Molotow, из техник — простое напыление и работа с малярным скотчем, а так же техника сухой кисти.



Как итог моего мини-туториала, скажу, что холодную ацетоновую баню надо использовать очень аккуратно, а иногда лучше и вовсе заменить ее шкурением и работой кисточкой с раствором ABS, ацетоном или дихлорметаном. Лучше использовать большие емкости с удобными крышками и прогонять деталь по нескольку раз.
Спасибо, за внимание. С наступающим новым годом и удачной печати!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Ацетоновая баня своими руками
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Наконец-то появилось немного времени и смог реализовать в жизнь давнюю идею, создание ацетоновой бани. Так как печатаю только из АБС, для дальнейшего развития мне данный девайс был необходим. Понимаю, что баня получилась не идеальная и не шибко красивая, ну и естественно местами кривоватая. Так как руководствовался тремя вещами: старался использовать то что было в наличии из материалов, чтобы процесс был менее трудоемкий и делаю не для продажи 🙂
Итак, что я использовал:
- Деревянная полка из Леруа Мурлон для корпуса
- Кулер Zalman ZM-F3 120*120*25 подаренный другом и лежащий без дела
- Переключатель и разъем питания
- Уплотнитель для дверей и окон, универсальный А-образный
- Аквариум купленный на авито размерами 270 на 270
- Две гвоздевые пластины подошедшие по размерам
- Прозрачный герметик из автомагазина (ацетону он не по зубам)
- Терморегулятор cts-1000 с али так же подаренный другом и ждущий своего момента
- Кусок жести для пола камеры
- Корпус из-под жесткого диска под емкость для ацетона
- Силиконовый нагреватель с али на 12 вольт
- Блок питания от старого компьютера, который питает нагреватель и кулер
- Уголки — 4 шт.
- Ножки — 4 шт. и всякий разный крепеж
- Энтузиазм — 1 шт.
Буду вспоминать процесс по памяти, так что скорее всего что-то упустил. А если учесть, что забывал фотографировать, то вообще . 🙂
Собрал корпус на уголках и одну стенку на деревянных бобышках. Приколотил к нему будущее дно камеры.

 Запаял отверстия в корпусе от жесткого диска (HDD), приклеил на дно силиконовый нагреватель. В получившуюся емкость для ацетона вкрутил 3 винта, запаяв головки винтов опять таки лучшим герметиком под названием припой. Ну и соответственно прикрутил эту ванну к дну камеры, предварительно сделав отверстия под винты и провод. Приклеил уплотнитель по контуру.
Запаял отверстия в корпусе от жесткого диска (HDD), приклеил на дно силиконовый нагреватель. В получившуюся емкость для ацетона вкрутил 3 винта, запаяв головки винтов опять таки лучшим герметиком под названием припой. Ну и соответственно прикрутил эту ванну к дну камеры, предварительно сделав отверстия под винты и провод. Приклеил уплотнитель по контуру.

 Обрезав очень аккуратно и нежно корпус кулера для лучшего обдува так же прикрепил его ко дну камеры, через замечательный силиконовый крепеж который шел в комплекте. Направление потока воздуха направил вниз, отбиваясь от дна камеры поток должен распространятся в стороны и вверх.
Обрезав очень аккуратно и нежно корпус кулера для лучшего обдува так же прикрепил его ко дну камеры, через замечательный силиконовый крепеж который шел в комплекте. Направление потока воздуха направил вниз, отбиваясь от дна камеры поток должен распространятся в стороны и вверх.

 Вставил датчик температуры который шел в комплекте с терморегулятором, просверлив сквозное отверстие в ванной и дне камеры. Запаял припоем для герметизации верх датчика.
Вставил датчик температуры который шел в комплекте с терморегулятором, просверлив сквозное отверстие в ванной и дне камеры. Запаял припоем для герметизации верх датчика.

 Так как в продаже гвоздевые пластины были максимум 300*125 пришлось купить 2 штуки и скрепить между собой клепками, обрезав по одному краю для получения квадрата 245 мм.. Просверлив отверстия в дне и пластинах прикрутил эту кривоватую, но милую конструкцию ко дну камеры.
Так как в продаже гвоздевые пластины были максимум 300*125 пришлось купить 2 штуки и скрепить между собой клепками, обрезав по одному краю для получения квадрата 245 мм.. Просверлив отверстия в дне и пластинах прикрутил эту кривоватую, но милую конструкцию ко дну камеры.
 Сделав вырезы в корпусе, вставил в них переключатель и разъем питания.
Сделав вырезы в корпусе, вставил в них переключатель и разъем питания.

Все элементы с отверстиями промазал изнутри герметиком.
 Изнутри корпуса прикрутил БП компьютера и терморегулятор настроенный на 53 градуса с дельтой 2 градуса. Поленился выносить на наружную стенку терморегулятор, объясним самому себе, что он не требует в дальнейшем настройки, лень победила. Прикрутил ножки. Скоммутировал провода и произвел первый запуск на предмет короткого замыкания 🙂
Изнутри корпуса прикрутил БП компьютера и терморегулятор настроенный на 53 градуса с дельтой 2 градуса. Поленился выносить на наружную стенку терморегулятор, объясним самому себе, что он не требует в дальнейшем настройки, лень победила. Прикрутил ножки. Скоммутировал провода и произвел первый запуск на предмет короткого замыкания 🙂
Для первого теста использовал. бабу, которая пылилась рядом с монитором и прямо требовала направленными в мою сторону сосками процедуру по омоложению кожи.
Не спеша налив ацетончика запер эту сударыню с 1 группой инвалидности в камеру. Выставил таймер в телефоне на 1 час, включил баню и понеслось.

 Мысли в слух по итогу
Мысли в слух по итогу
Результатом не очень доволен, хотя конечно это две совершенно разные детали, до и после. Когда строил баню, то волновался за два момента, распределение потока и герметизацию. И оба эти момента сработали. Герметизация оказалась плохая, нужно искать другой способ. Уплотнительных резинок валом всяких разных, но проблема в 90 градусных углах аквариума, буду искать решение. Как видно на итоговой детали верх обработан достаточно отлично, а вот низ не очень, так как поток воздуха был сверху вниз и кое какие выпирающие детали модели мешали потоку. Значит придется под гвоздевой пластиной с небольщим зазором ставить лист металла по ширине пластины, о чем я изначально думал, но естественно поленился. От меня и новой бабы всем спасибо и до скорых встреч! Тем кто не поленится и будет делать что-то подобное, могу посоветовать сделать ванну для ацетона на всю площадь камеры. Тогда при должной герметизации, ацетон будет стекать в эту ванну обратно, а не как у меня испарятся.
Ацетоновая баня V-1.0
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

ногих людей занимающихся #3d-печатью, волнует вопрос пост обработки. Если у вас уже есть 3d-принтер, но вы еще не освоили методы доведения детали или скульптуры ‘до ума’, то это пост для вас. Сегодня способ обработки парами ацетона #ABS пластика, кажется наиболее эффективным и быстрым. Поэтому я решил написать пост посвященный созданию ‘Ацетоновой бани-v1.0’.
1. герметичный контейнер (из полипропилена)
3. четыре маленьких болтика с шайбами и гайками.
4. силиконовый герметик.
5. Несколько деталей напечатанных на 3D-принтере пластиком(PLA) инертным к ацетону.
6. старый адаптер отчего угодно для подачи питания на вентилятор.
7. 3D-принтер:) у нас #3dup mini 2 преобретенный благодаря Александр Корнвейц и Евгений Кривошеев Сборка: Сверлим дырочки в контейнере по размерам, напечатанного крепления.
С помощью болтов и герметика, крепим напечатанный корпус для моторчика на боковой части контейнера.
Вставляем моторчик и припаиваем провод адаптера к плюсу и минусу моторчика, внутри надеваем на концевик вентилятор.
#Ацетоноваябаня готова! ( СМ ОПИСАНИЯ К ФОТОГРАФИЯМ!)
Обработка: Ставим контейнер на термоковрик или на разогретую до 80 градусов площадку #3dпринтера. В контейнер помещаем обрабатываемую деталь (желательно на металлическую поверхность). Кладем в контейнер маленькую тканевую тряпочку и наливаем на нее небольшое количество ацетона(5-10г). Включаем адаптер в розетку, и вентилятор начинает разгонять пары по контейнеру. Ставим таймер на 40-60 мин( В зависимости от размера). Если через 20 минут на стенках и крышке контейнера образуется испарина, значит все хорошо. Через 40 минут, аккуратно, вынимаем металическую поверхность вместе с деталью из контейнера. Делать это лучше всего на улице или в очень хорошо проветриваемом помещении, т.к. Ацетон в нагретом состоянии невероятно летуч!. Я открываю контейнер только на улице и не дышу первые 10 секунд. Ацетон очень быстро испаряется. Дальше детали нужно дать высохнуть. Не трогать деталь руками первые 2 часа, иначе останутся следы, т.к. поверхность будет очень мягкая. И вуаля, свершилась магия. Если все правильно сделали, получаете глянцевую идеально гладкую поверхность. Деталь также преобретает дополнительную прочность и товарный вид.